


Popular blog postings

Latest blog postings






Visiting German composite manufacturer AX Lightness - Some deep insights to a place where highend cycling technology is born18.04.2018
In late autumn 2015, we, two guys from starbike.com cycling store, went to lower Bavaria in case to visit the famous AX Lightness carbon composites factory, one of the worlds leading manufacturer for lightweight cycling components. Finally – as this visit was extremely overdue as originally planned more than a year ago.

Currently there are working 33 employees - 6 at the slim administration and 27 are taking care about development and crafting. Formerly they had shared a place with the Fraunhofer Institut at science park Bayreuth.
While AX has built an own factory building some years ago the Fraunhofer Institution moved to the University of Bayreuth. The cooperation still exists and provides in-depth knowledge about material research and this allows to engineer the world's lightest components. It is a perfect symbiosis for both parties: While AX is getting latest material technologies the Fraunhofer Intitution gets valuable information about behaviour in real conditions and in terms of praxis.

Some years before, a gross (95%) of the production contigent was dedicated to motorsports (Formula 1, DTM, …) while only 5% for bike parts. However, this ratio meanwhile has simply almost flipped (which does not mean that they don't produce any more stuff for F1, LeMans or DTM!) and those guys nowadays have a strong focus on crafting cycling components like seatpost, saddles, bars, stems and rims (respectively wheels).
There are various reasons - for example that the company is meanwhile simply too big for a flexible and dynmical handling of the oftenly short-term planned and immediate orders of the motorsports industry. This makes a solid production plan and a constant workload – what is quite essential when being responsible for that much employees - almost impossible.

AX Lightness has stopped to outsource production processes to Asia
As many (almost all?) other cycling companies are producing in Asia, AX has a strong intention in pointing up the advantages of it's approach - to keep the production in Bavaria (as many riders will remember AX closed down own sub-brand ENGAGE - which was completely crafted in south-east Asia - due to consistently occuring problems; So they actually should have enough experience / the legitimacy to draw the following comparisons).
There are several reason for this approach, to point out but a few:
- the debugging process is way easier with on-site production
- Asian production philosophy collidates with demands on high-performance parts (means lowest possible weight combined with a maximum of rigidity and stability) as they require huge quantites of item output and a short production time.
Hence we will add some comparisons between AXs and Asian production process characteristics to the following factory report (we got all these information from AX).
-

- Some milestones are exposed at the foyeur.

-

- You can see …

-

- … plenty of small goodies …

-

- … spread through the factory.

Raw material / Cutter
The life of carbon parts begins at a storage room which is tempered to minus 17 degrees Celsius – this actually provides the advantage that the delivered prepregs (acronym for "preimpregnated", means that the carbon fibre is already preimpregnated with resin → all carbon parts can constantly be crafted identical quality). Those originally from Japan (motorsports industry) imported carbon fibres are mostly bought from wholesalers located in the U.K., Italy or Scandinavia (those suppliers process the raw carbon fibres with resin in case to get prepregs). AX certainly only uses latest iterations of materials/prepregs, however, those are not materials which other competitors don't have. Means that AX does not have any exclusive advantage of having any „secret“ raw materials.
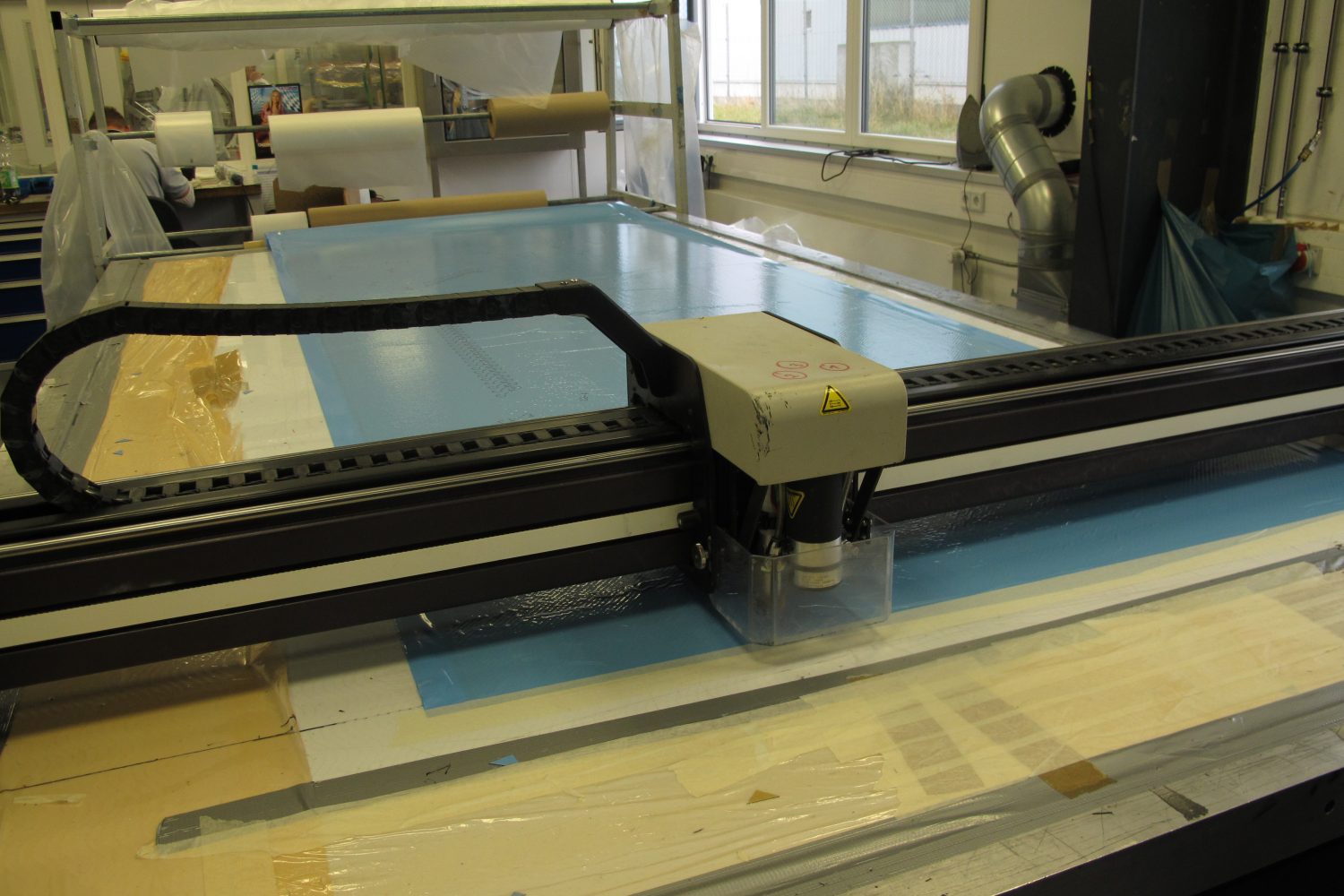
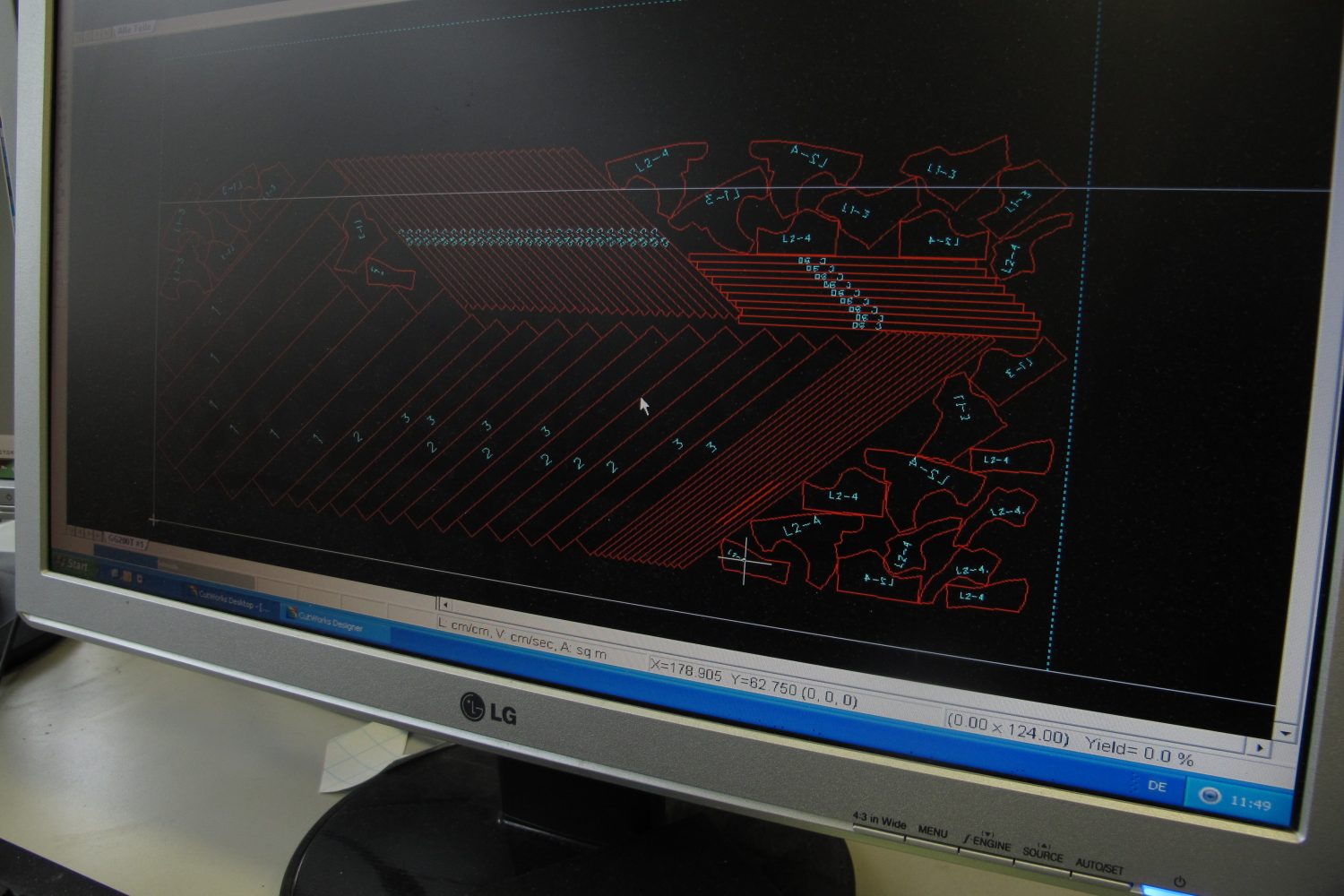
The first step of the manufacturing process is to cut out shapes from the prepregs (which look like carpet rolls when delivered). This is being made by a CNC cutting machine (whose software automatically calculates best-possible positioning of the differet shapes in case to get maximum exploitation of raw material) using a cutter-knife as laser cutting would lead to a precipitated hardening of the edges of the shapes which would have a negative impact on final performance. Furthermor, all angles and shapes can be realized with a cutter.
In Asian circumstances this procedure would be too expensive and ineffective as they require short cycles and big output which could be better achieved with stamping/pressing. The main disadvantage of stamp-cutting is that it is quite inflexible in shaping – there are only ∓ 0, ∓ 45 and ∓ 90° angles realizable.
-

- The cutter which cuts out shapes from the prepreg rolls (AX Lightness is able to cut all possible shapes and angles; Whatever is best for prospective use of the carbon component)
-

- Here you can see the software regulating the cutter engine. The software automatically calculates a best-possible material exploitation (as little “trash” as possible). The long stripes (e.g. 2 + 3) will become rims!
-

- Close view on the raw material/pregreg.

-

- Storing the prepregs at -17° Celsius singificantly increases durability to a maximum of appr. 1 year.

-

- Cold storage room where all prepreg “carpet rolls” are stored.

Laminating
The next step is to bring all those single layers of pregregs into the shape of the final component. This is being done by putting all the layers by hand into the particular moulds – those moulds are typically machined from aluminium but in case to have the full control, inhouse production and unlimited reproduction AX crafts them from carbon as well (AX Lightness factory is not a metal-working manufacture and hence aluminium moulds would have to be outsourced to third-party companies).
The laminating process requires a lot of knowledge by every employee – the type of the carbon fibre (e.g. 3K, 1K, UD,...), the direction of the layer or even the thickness of the material have a key impact on the final product. Once the product has been designed/drawed on the computer and appearing forces have been inputted to the software a specific algorithm calculates appr. 80% of the manufacturing process (= material to use, shape/directions and reinforcements to name but a few). The last 20% are fine adjustments and depend on experiences and know-how. Employees (all self-educated) must strictly follow those instructions in case to get a high-performane final product – a recognized occupation requiring formal training would be very helpful but unfortunately this doesn't exist (However, the knowledge transfer must be good though as the overall reject rate is only about 3 to 5 %).
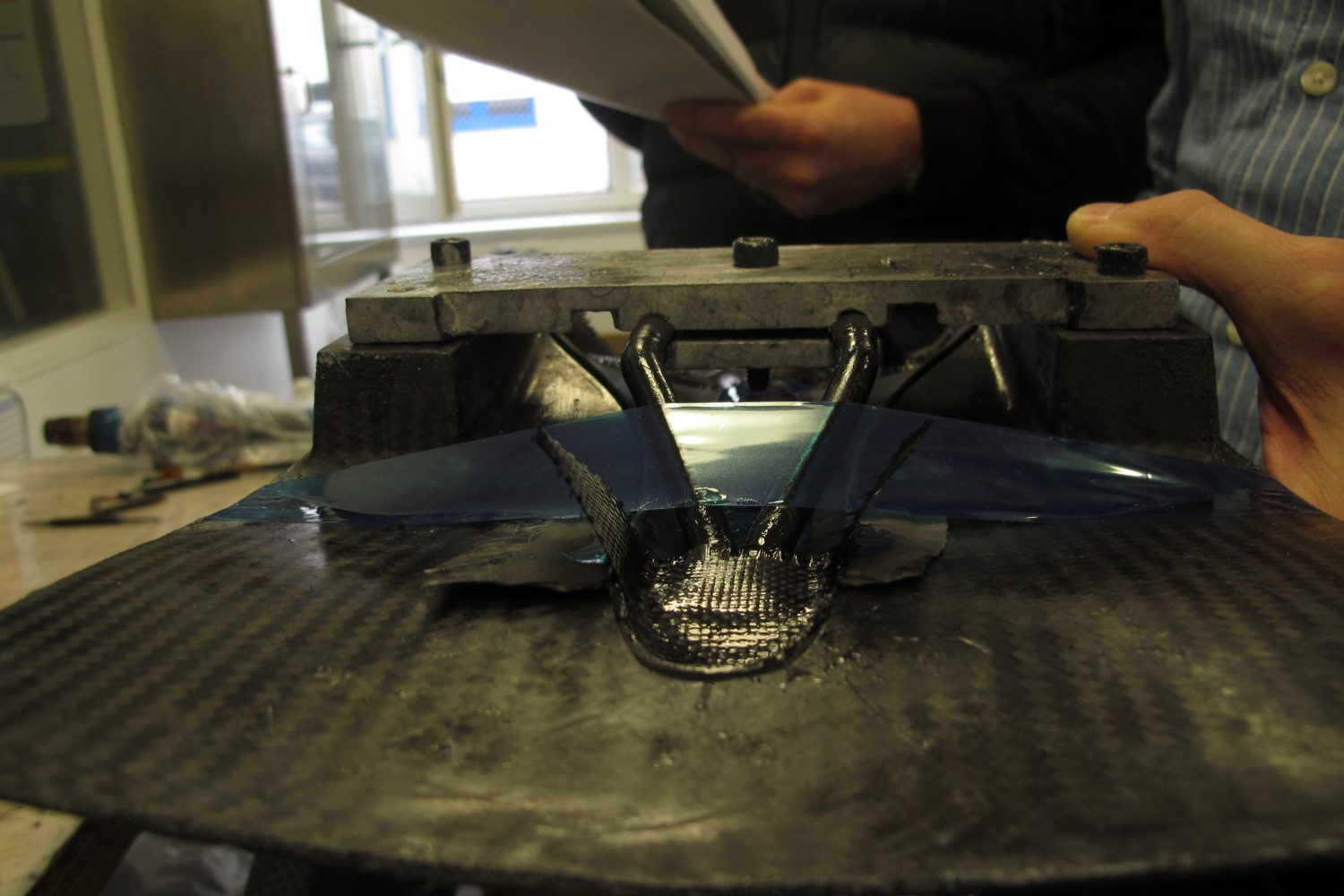
Every workpiece which has a construction-conditioned cavity (for example the inner diameter of a handlebar or the inner diameter of a seatpost) gets a flexible tube put into the mould. Before the moulds are being put to the oven/autoclave this tube is being inflate (typically 3 to 6 bar) in case to heavily press all the carbon fibre layers to the mould.
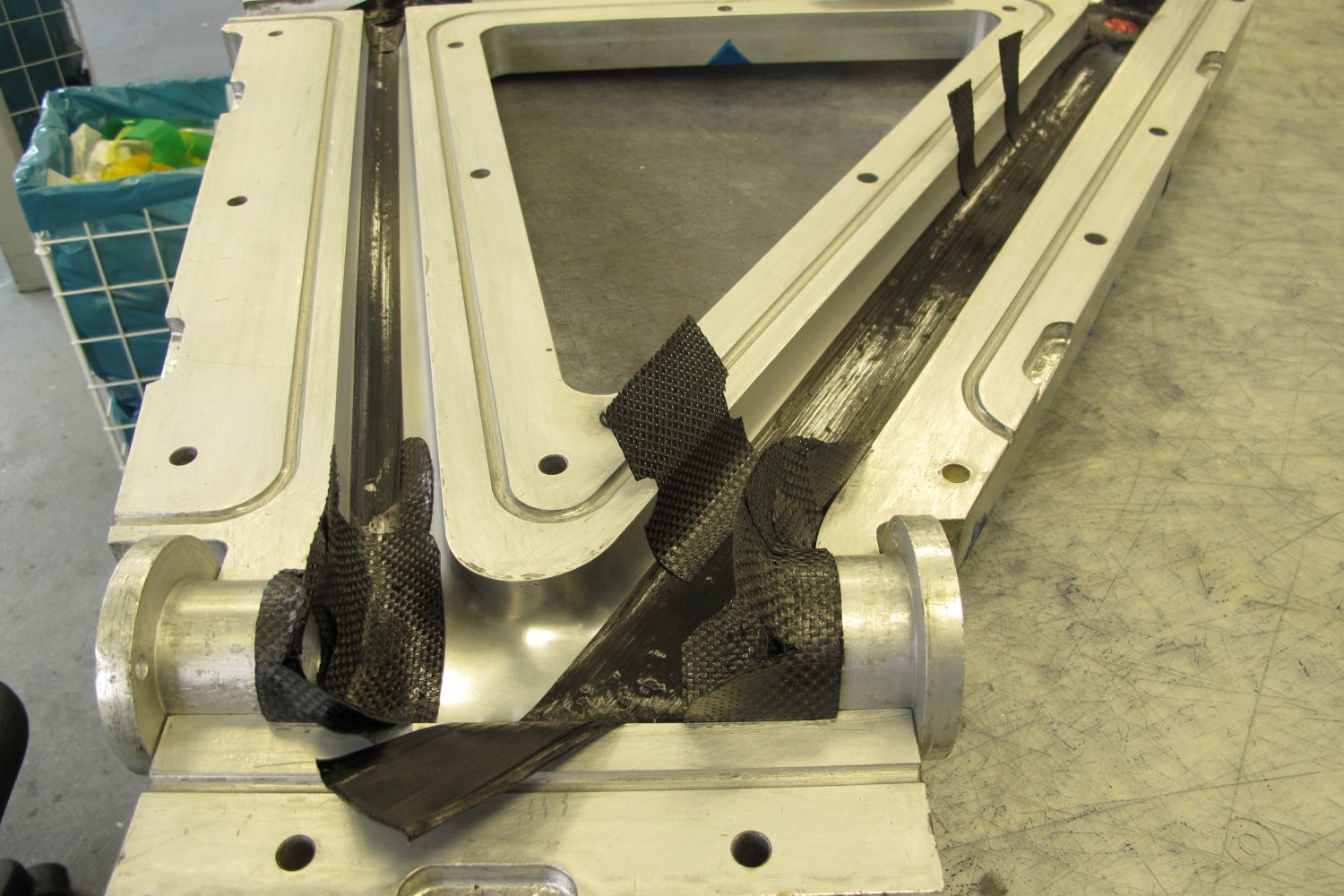
Now action ... the laminating process of a frame (Vial EVO):
-

- Tubes were pre-laminted on special holms

-

- Close view – the holms have the final inner shape of the tubes

-
- After holms have been removed
-
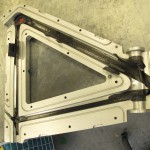
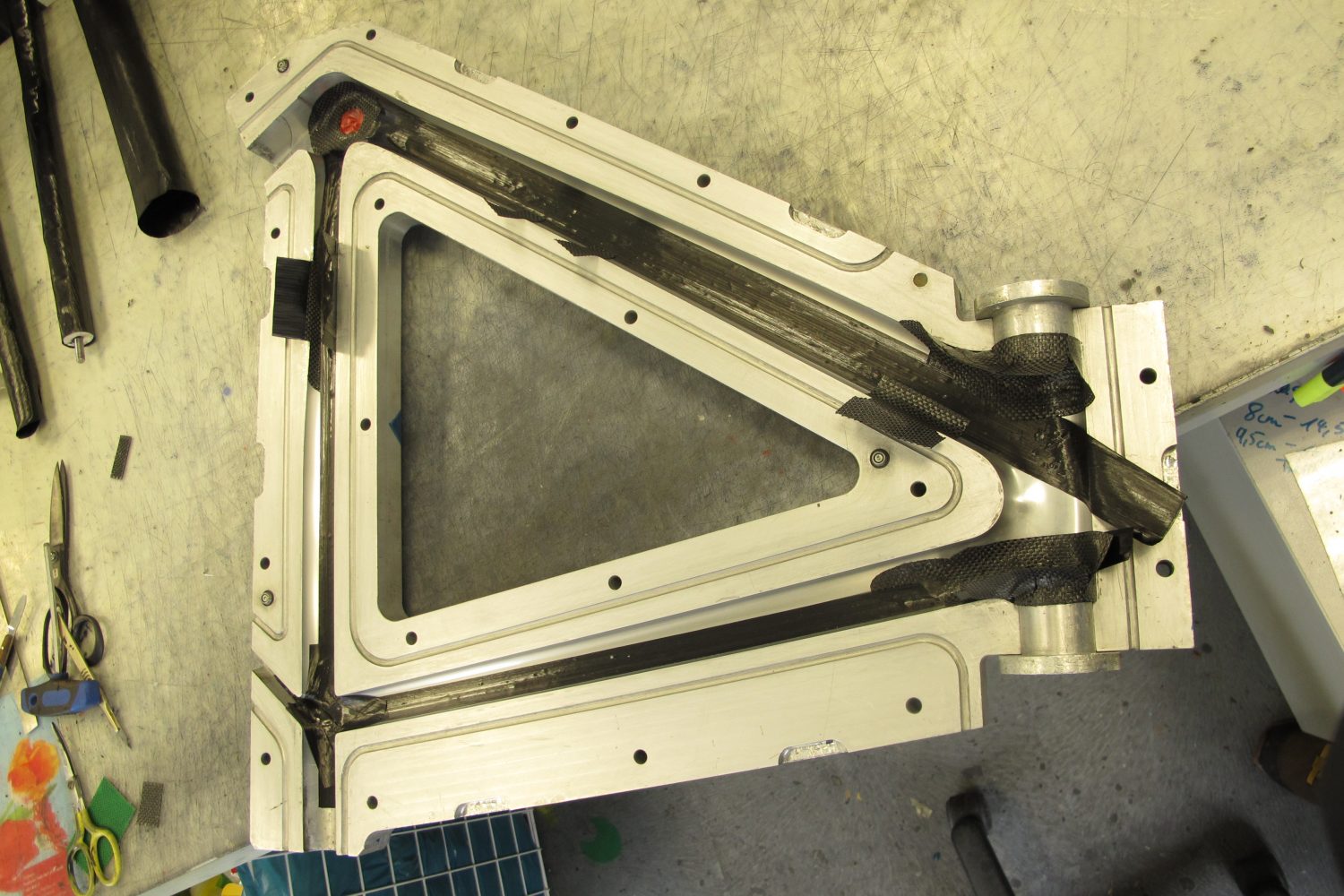
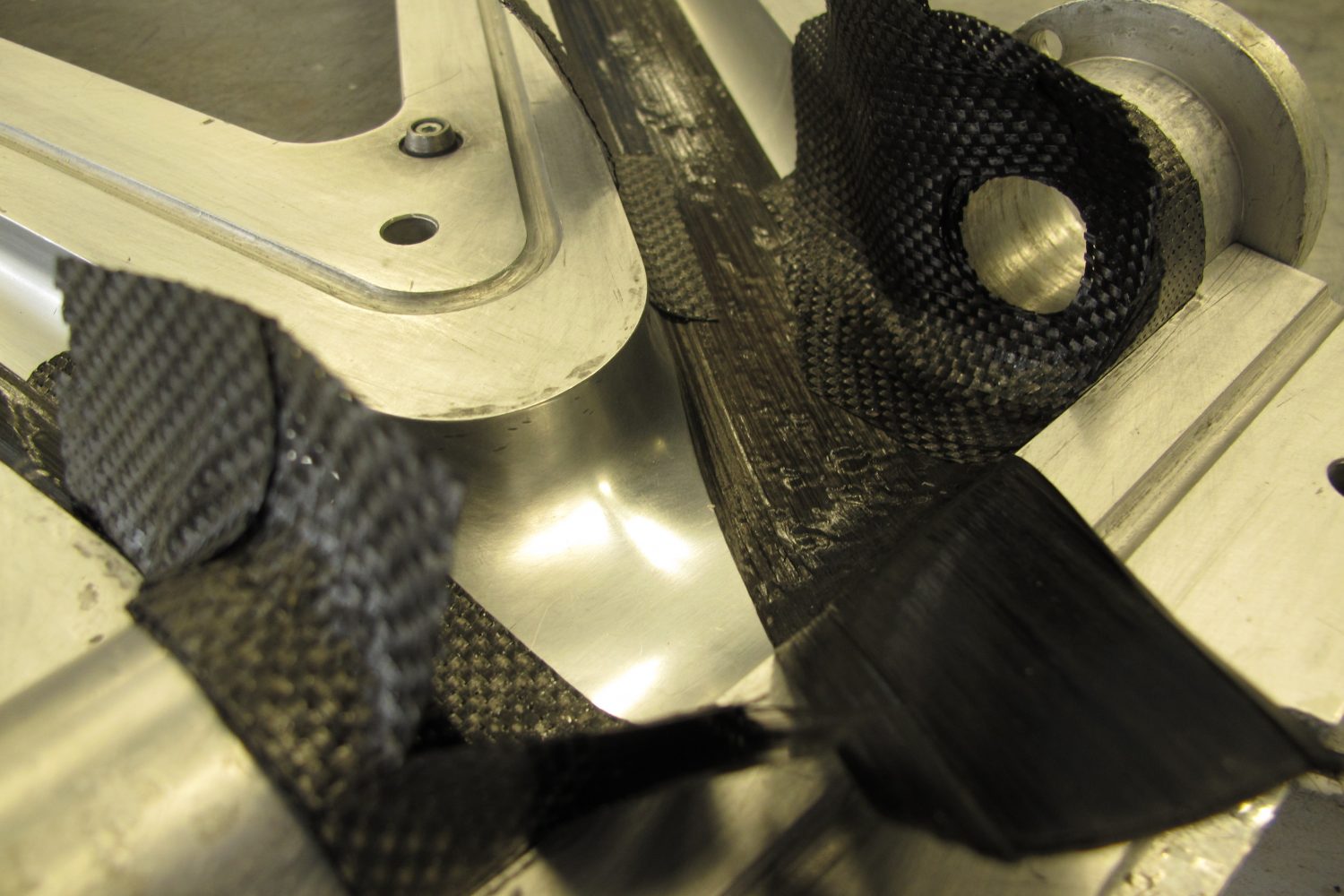
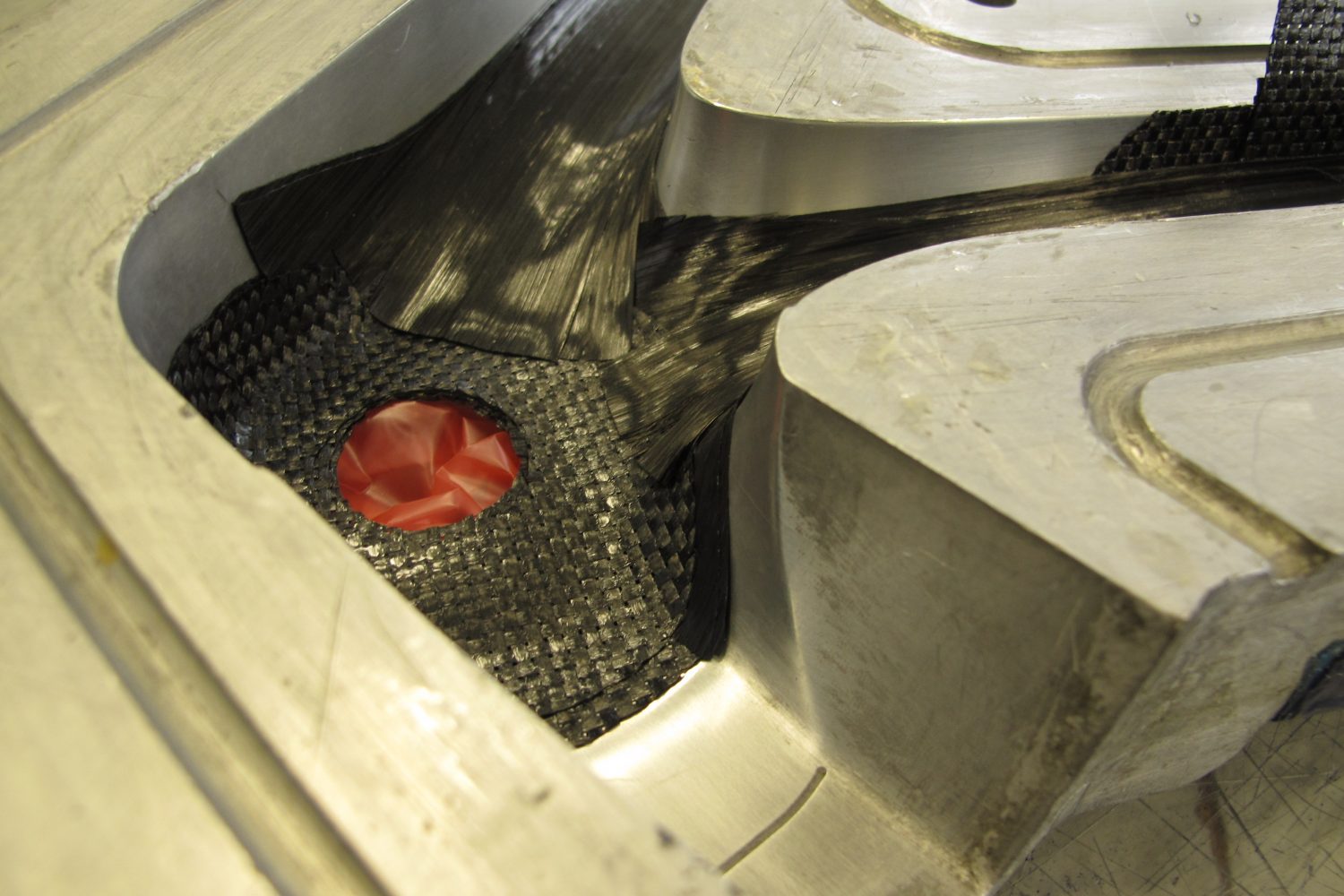
- The frame mould is being prepared – Prepreg layers are put in and heavily stressed areas (BB,steerer,seat stay triangle, Di2 and bottle cage holes, …) get enforcements.
-

- Steerer area
-

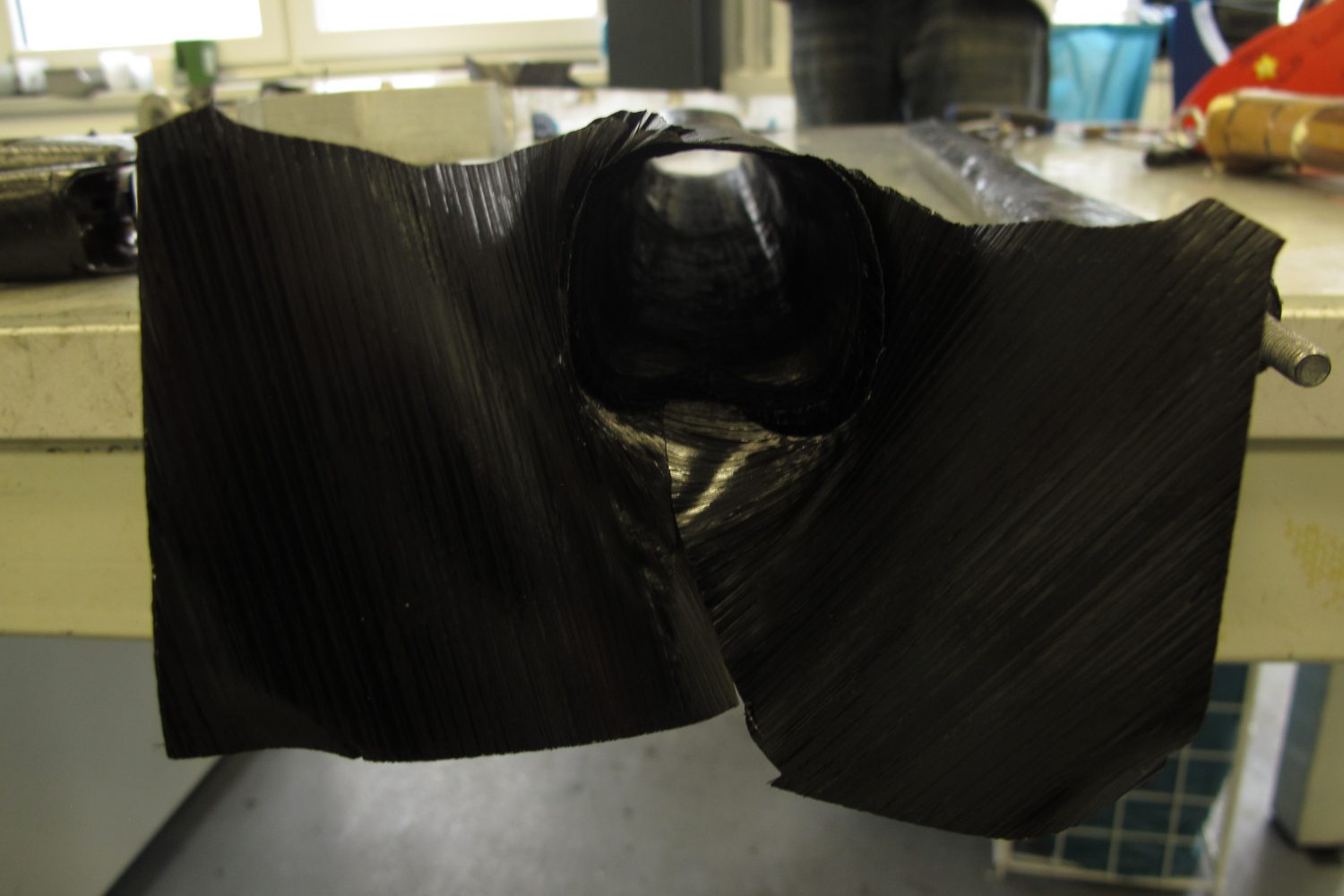
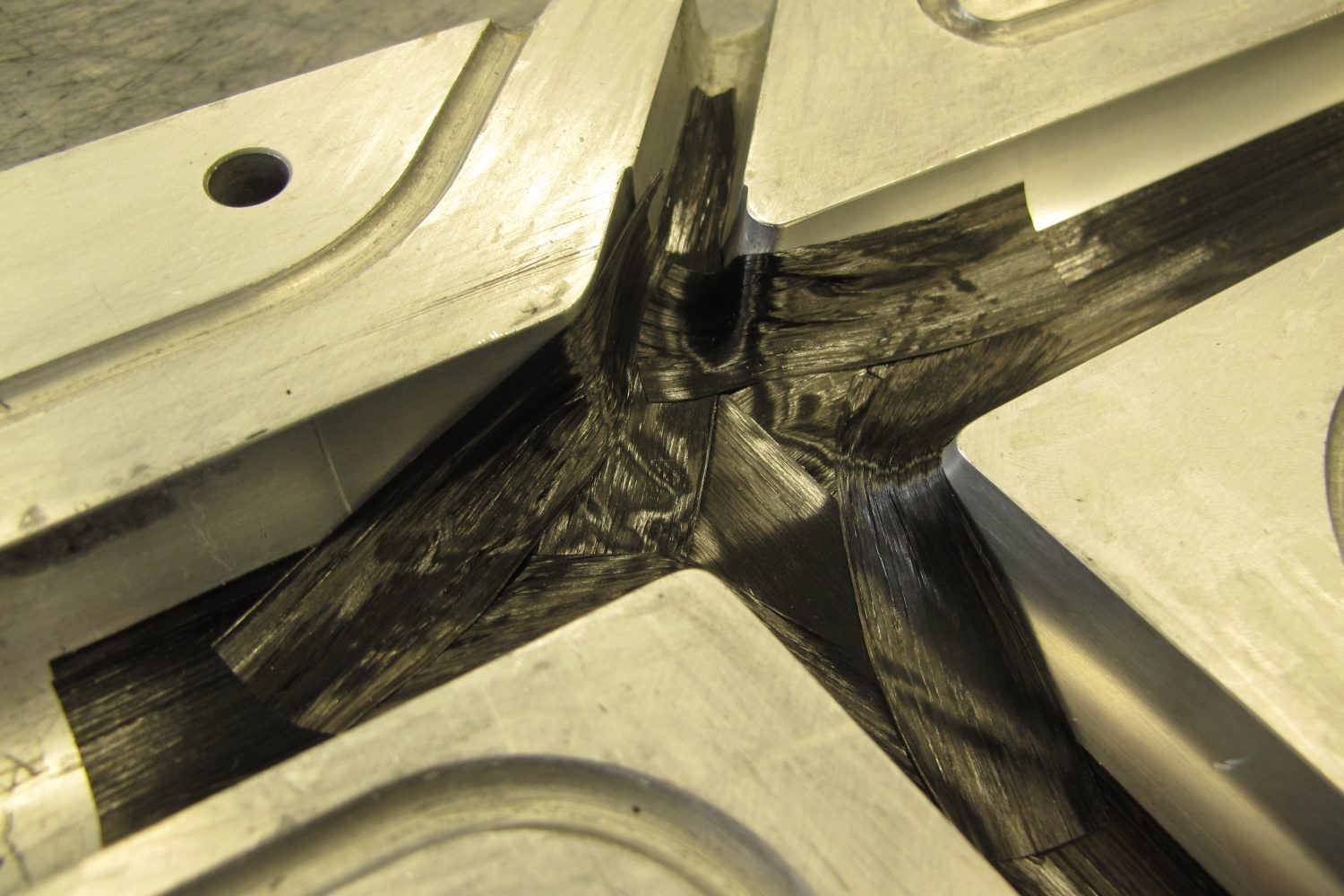
- Bottom bracket – you can clearly see the reinforcement and that AX uses different carbon fibres here (3K instead of UD; As both fibres have completely different characteristics)
-

- Same here… some people see the mixing of the different carbon fibre types (UD and 3K in this case) as “bricolage” – but in fact, this simply will bring the best performance and stability
-

- 1 frame takes appr. 28 hours working time while the shown process (only putting frame triangle into the mould) takes appr. 4 hours.

-

- Seat stay triangle
-

- Now you can slowly start to adumbrate a becoming road frame 😉

-

- Here we have a great view on the reinforcements for the Di2 cable-routing holes, the bottle-cage boreholes and the derailleur clamp area

-

- Prepared seattube put into the mould

-

- You can see the light-blue colored tube inside the frame which will be blown up before “baking” (presses the tubes against the mould)


-

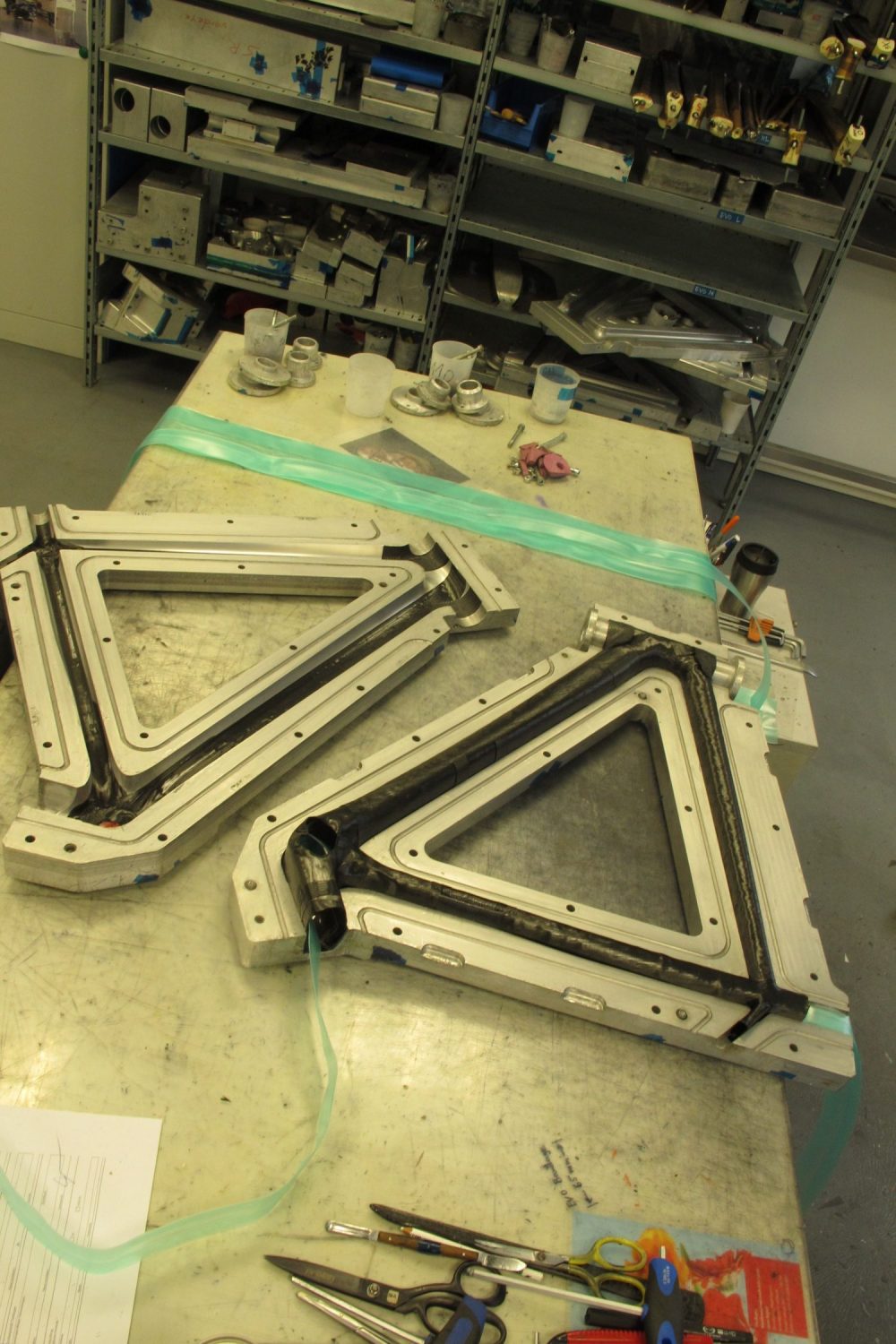
- Both mould halfs viewable – they will be put together at next step.
... the laminating process of AX carbon saddles (Leaf & Leaf Plus):
-

- The carbon mould where the seat shell is being formed… (without shell)

-

- … same mould including seat shell. We can clearly see the reinforcement at the edges in case to make the saddle more durable while riding.

-

- This is the raw material for the rails. This is not a “prepreg” (not preimpregnated with resin) but simple carbon fibres …

-

- … and hence those “cords” must be impregnated with resin at next step.
-

- The rails are laminated to the shell (despite to many other high-end saddles AX does NOT simply glue the rails to the shell in case to get a monocoque saddle at final product). Laminating the rails to the shell takes roughly 1.5 hours.

-

- Closeup rear rail lamination…

-
- Closeup front rail lamination…
-

- The different steps of manufacturing… seat live begins at the bottom

-

- Due to the filigree working the items come relatively clean outside of the ould after baking process what makes any painting obsolet (in contrast to Asian manufacturing). Here you can see a polished saddle vs. unpolished (directly outside of the mould)

... the laminating process of AX carbon clincher rims (a 24mm tubular rim takes appr. 1.5 hours for laminating; 80mm tubular = 4 hours):
-

- Raw material/prepregs for 1 rim

-

- We’re sorry but those pictures can’t be shown :/

-

- Rims coming directly out of the autoclave.

Some of our customers who ordered AX non-disc road wheelsets wondered why there is no brake track visible - we asked AX and they claimed that there is no need for special fibres or special resins at this area as the used fibres are already very heat resistant. Some competitors skimm the brake tracks by turning (also due to optical reasons) but this would cut/destroy the carbon fibre structure (= this would erase the monocoque benefits).
A further approach in case to get best braking performance is that all rims are post cured to the maximum heat (= tempered) so that the carbon fibre crystals are raising - in case to enhance durability.
Preparing for the autoclave / Precompressing
The next step is preparing all the prepregs for being "baked" at the autoclave. That means putting the mould + carbon fibre + inner tube into a plastic bag at which a vakuum will be applied. This takes place in a tempered room with overpressure - the reasons are...
- that all dust particles and possible contaminations will be squeezed out of the room (overpressure)
- that the temperature conditions are always the same (independent from climate) which actually means that all products have the same final quality/performance
Furthermore air humidity is increased at this step as this binds dust and let it fall towards ground.
This step is quite important as encased gas cavities or contaminations would significantly decrease the performance of the final parts.
-

- Moulds in vacuo

-

- While baking emerging resins are being absobed as those resins would adhere to the workpiece – you can see the valve …

-

- … at which the “absorber hose” will be linked.

Baking / Autoclave
When the prepared moulds in vacuo are being put into the autoclave, the target heat and pressure are being built up very slowly. The reason for this (some people probably would think inefficient) approach is that the resin stays longer in liquid state of aggregation and is therefore longer able to completely interfuse all the layers of carbon fibre. A further advantage is the avoidance of microscopically small air cavities (96% less) and a slow heat supply is generally better for the material.
That is a further key distinction between Asian production as they work with highly reactive resins and fast heat/pressure supply as they need to have a specific output/quantities in case to be economic.
-

- 1 of 3 autoclaves from AX Lightness … impressible dimensions.

-

- This is a special autoclave which allows to set up different temperatures and pressures at each “box”

-

- A gross of workpieces are being baked around 3 hours
Finishing/Assembly
When the moulds come out of the autoclave they are being post-processed at the assembly department. That could be for example:
- Cleaning
- Deflashing
- Polishing
- Assembling/joining components (e.g. glueing the seat-stay triangle to the rest of the Vial Evo)
Also repairs and warranty claims are being handled here.
-

- Left: Bottle cage as it comes out of the mould. Right: First post-processing step (it might sound ridiculous but those bottle cages are one of the most labor-intensively items overall). Nice to know: The inner surface is intentionally kept rough in case to improve bottle holding ability.

-

- Saddle seat shell are being trimmed (see arrows)

-

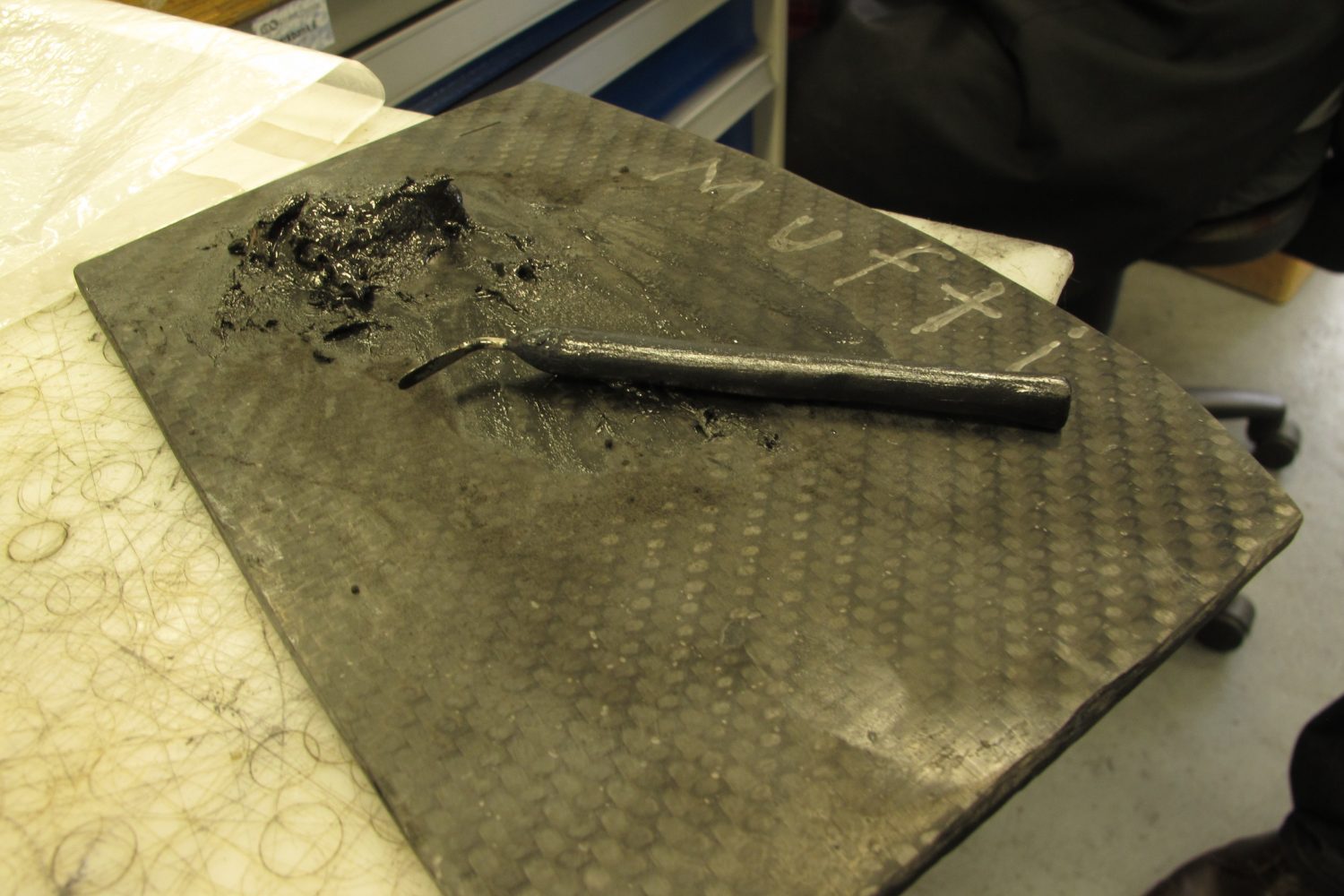
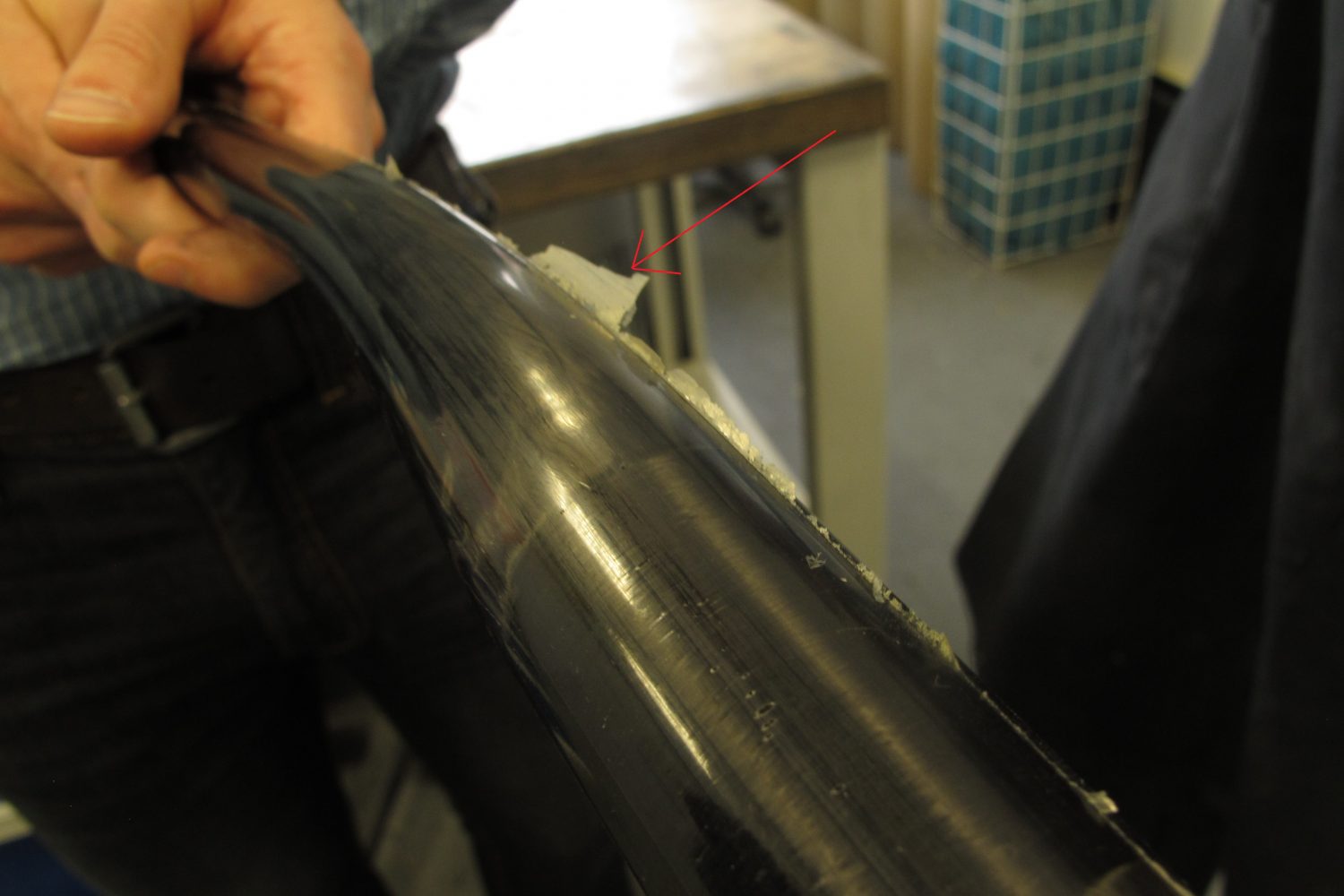
- You can see where the two mould halfs were closed (arrow). An employee removes the edges by grinding the particular area…
-

- … but this would leave unaesthetic areas and therefore AX roughens the whole bar before polishing.

-

- Final/polished bar vs. roughened bar (last step before final polishment)

-

- Vial EVO frame assembly… did you know that a Vial EVO would be able to cope with up to 170 kilograms rider weight? Strong!

-

- The modular system is one of the key advantages of the Vial EVO frame: Almost all damages can be repaired without any loss of performance.
-

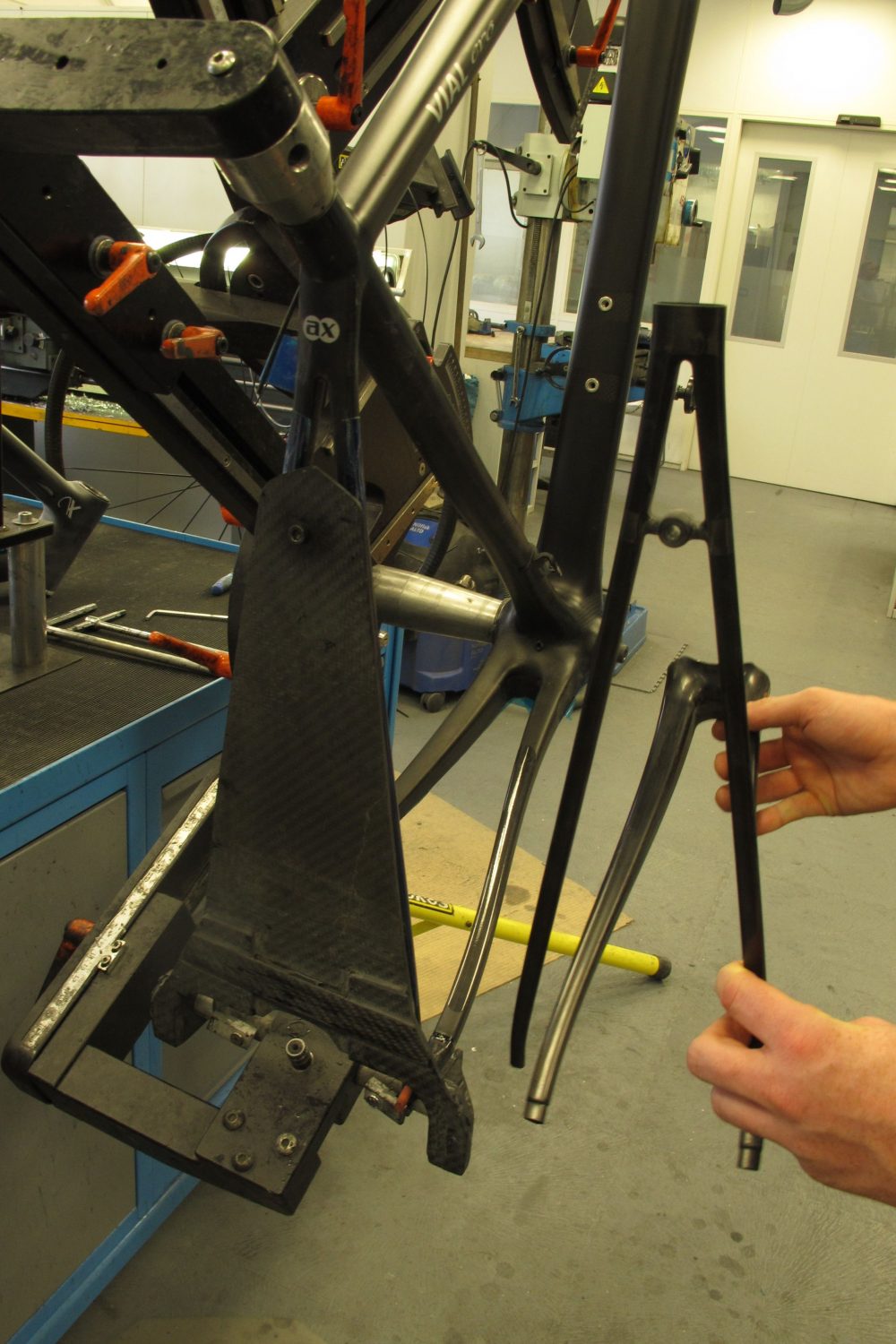
- Sneak peak on the upcoming VIAL EVO ULTRA (enhanced version of the Vial EVO, NOT a new frame) … The further weight reduction was possible due to the use of latest carbon fibres materials imported directly from Japan.

-

- Closer view on the new (coarsely meshed) material. Also THM just developed a new iteration of the Scapula fork which saves appr. 20 grams. AX also claimed that there won’t be any lack on stability or stiffness.

Paintshop / Quality assurance / Wheel building / Warehouse
Just a few facts here for the last steps of the carbon parts journey:
- AX does all (frame) paintjobs by it's own as they were not able to find any other companies which are able to provide paintjobs with such tight weight tolerances
- Same with wheel building services - they could not yet find any external wheel builder providing sufficient quality with wheel building services - especially in consideration of the needed high spoke tension (up to 140 kilograms per spoke; Standard would be around 80-100 kg). So they actually build all wheels inhouse.
-

- A Vial EVO frame prepared for getting the toptube paintjob.

-

- Truing a MTB disc wheel..

-

- … and verifying the correct spoke tension.

-

- Haha look what we’ve spotted: The patterns for the weightweenies Leaf saddles! At this point again: THX again for providing those great custom saddles to the weightweenies community!

Comments


Thank you for your informative article of AX.
Great insight-Thank you
Very nice, thanks a lot for sharing this article with lot of pictures!